


为了给您提供更全面的【数控编程培训】数控培训工艺精细质保长久产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:【数控编程培训】数控培训工艺精细质保长久的图文介绍
德玛科技信息有限公司作为中国【厦门海沧数控培训】市场的优秀企业,“本着“服务至上,拒绝假货,打造品牌”的经营理念,坚持以“技术”做为企业竞争力,以“服务”作为企业的生命力。不断从国内外各界引进【厦门海沧数控培训】相关的新技术和新产品,不断的寻求和优化【厦门海沧数控培训】解决方案。追求更完美的组合。帮助客户和合作伙伴取的更卓越的成功。




河北德玛数控编程培训整理一个程序段中指令越少越好,以简单、实用、可靠为目的。从编程角度对指令的理解,我以为指令也就G00和G01,其他都为辅助指令,是方便编程才设置的。3、方便调整。零件加工精度需做微调时 不用改程序。比如,刀具磨损了,要调整,只要改刀具偏置表中的长度、半径即可。4、方便操作。程序编制要根据机床的操作特点来编,有利于观察、检查、测量、安全等。例如,同一种零件,同样的加工内容,在立式加工中心和卧式加工中心分别加工,程序肯定不一样。金属加工,内容不错值得关注。在机械加工中,简单的方法就是 的方法。只要有实践经验的同行,想必都会同意这句话吧!



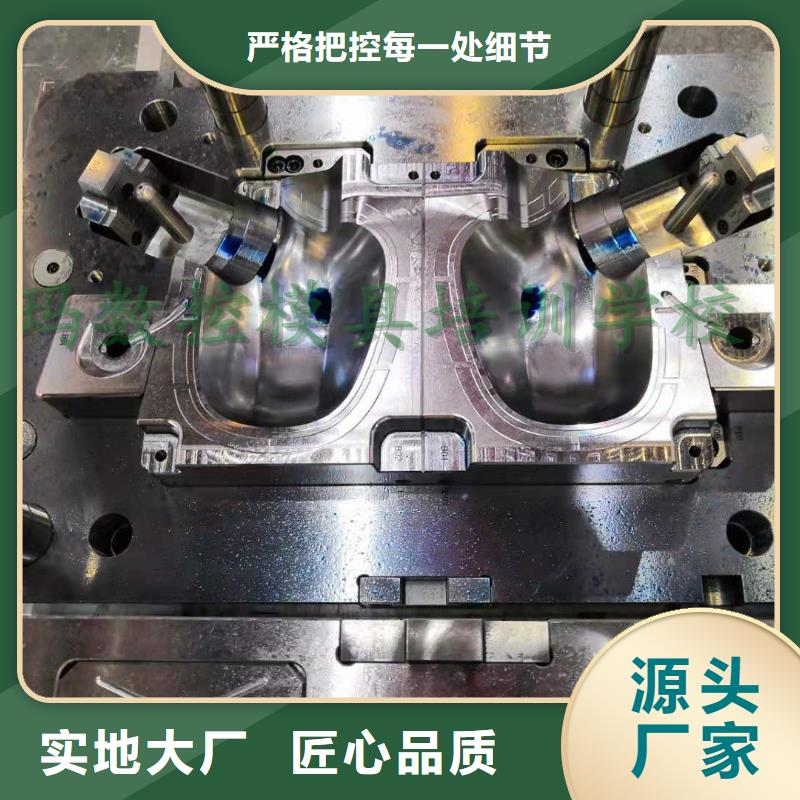
河北德玛数控编程培训学校整理20世纪30年代以前。大多数机床的主轴采用单油楔的滑动轴承,随着滚动轴承制造技术的提高,后来出现了多种主轴用的高精度、高刚度滚动轴承,这种轴承供应方便,较低,摩擦系数小,润滑方便,并能适应转速和载荷变动幅度较大的工作条件,因而得到广泛的应用。但是滑动轴承具有工作平稳和抗振性好的优点特别是各种多油楔的动压轴承。在一些精加工机床如磨床上用得很多,50年代以后出现的液体静压轴承。精度高。刚度高,又有良好的抗振性和平稳性,但需要一套复杂的供油设备,所以只用在高精度机床和重型机床上,气体轴承高速性能好但由于承载能力小而且供气设备也复杂。加工工件的圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面的磨床,内圆磨床分为普通内圆磨床(图1)、行星内圆磨床、无心内圆磨床(图2)、坐标磨床和专门用途的内圆磨床等,按砂轮轴配置方式。内圆磨床又有卧式和立式之分。由装在头架主轴上的卡盘夹持工件作圆周进给运动,工作台带动砂轮架沿床身导轨(见机床导轨)作纵向往复运动。头架沿滑鞍作横向进给运动(见机床)头架还可绕竖直轴转至一定角度以磨削锥孔,工作时工件固定不动砂轮除绕本身轴线高速旋转外还绕被加工孔的轴线回转。以实现圆周进给,它适于磨削大型工件或不宜旋转的工件如内燃机气缸体等。


河北德玛数控编程培训学校整理主要是保证工件的加工尺寸和加工表面质量,切削速度较高,进给量较大,此时应着重注意积屑瘤对加工表面的影响,对于型腔加工,还应注意拐角处加工过切与让刀,对于上述问题的解决,一是要注意调整切削液的喷淋位置。让加工表面时刻处于]的冷却条件;二是要注意观察工件的已加工面质量,通过调整切削用量,尽可能避免质量的变化,如调整仍无明显效果,则应停机检察原程序编得是否合理。特别注意的是,在暂停检查或停机检查时,要注意刀具的位置。如刀具在切削过程中停机,突然的主轴停转,会使工件表面产生刀痕,一般应在刀具离开切削状态时,考虑停机,4刀具监控刀具的质量很大程度决定了工件的加工质量。



